|
Testo a cura di Stefano Bernuzzi
Le caratteristiche fisiche e meccaniche dell'alluminio si possono ascivere,
in linea generale, anche alle leghe di cui è componente principale. La
composizione e categorizzazione delle leghe viene regolamentata da un sistema
internazionale anche per quanto riguarda la nomenclatura. I prodotti a base di
alluminio si possono classificare secondo la composizione chimica in alluminio a
diverso grado di purezza, ovvero contenente piccole quantità di impurità dovute
al processo di lavorazione, e leghe alle quali sono stati aggiunti particolari
elementi (rame, zinco, silicio, manganese); secondo i tipi di lavorazione dei
semilavorati in metalli fusi e metalli lavorati (laminati, estrusi, forgiati);
secondo i modi di indurimento in suscettibili e non suscettibili di indurimento
strutturale di precipitazione.
Uno dei sistemi di classificazione per le leghe si basa sulla definizione a
quattro cifre alle quali si aggiunge una lettera e una cifra che indica il
trattamento termico o la forma della lega: ad esempio il codice 6082-T6
identifica una lega semi-dura del gruppo di leghe silicio-magnesio-alluminio
ottenute con trattamenti a caldo.
Vedi la
tabella di classificazione delle leghe
La serie 1XXX si caratterizza per una eccellente resistenza
alla corrosione, conducibilità termica e conduttività elettrica elevate, basse
proprietà meccaniche e facilità di lavorazione che la rendono particolarmente
indicata per gli impieghi in edilizia.
La serie 2XXX
possiede una alta resistenza specifica (rapporto resistenza/densità ), la
possibilità di eseguire saldature è piuttosto limitata ma alcuni tipi hanno una
lavorabilità abbastanza facile.
La serie 3XXX ha una
resistenza maggiore del 20% rispetto alla serie 1XXX, però alcuni tipi (3003,
3004, 3105) sono utilizzate per applicazioni che richiedono valori di resistenza
moderati, ma con una buona deformabilità e facilità di lavorazione. Pertanto
vengono usate sia per la realizzazione di elementi architettonici che per le
coperture.
La serie 4XXX comprende leghe utilizzate negli
elettrodi di saldatura e come leghe di brasatura per assemblare elementi di
alluminio o dove è necessario un materiale di apporto con temperatura di
fusione inferiore a quella del metallo di base; vengono apmpiamente utilizzate
nel campo dell'architettura.
La serie 5XXX possiede buone
caratteristiche di saldabilità e resistenza alla corrosione in ambiene marino;
usate in architettura.
La serie 6XXX presenta buone
caratteristiche di deformabilità , saldabilità , lavorabilità e una soddisfacente
resistenza alla corrosione con una resistenza meccanica media, buona attitudine
alla lucidatura e all'ossidazione anodica. Usata in architettura soprattutto per
strutture saldate e per parapetti.
La serie 7XXX si
caratterizza per il suo impiego in strutture fortemente sollecitate.
La lettera e la cifra che seguono questo codice indicano i diversi strati per
i quali si classificano i tipi di prodotti (provenienti da lavorazioni a caldo o
da fusione) e di base le designazioni sono le seguenti:
F -
stato di produzione grezzo, senza controllo della struttura
metallica
O - stato di ricottura
H -
stato di indurimento per incrudimento (prodotti fucinati o
stampati)
W - stato di tempra senza
stabilizzazione
T - trattamento termico specifico
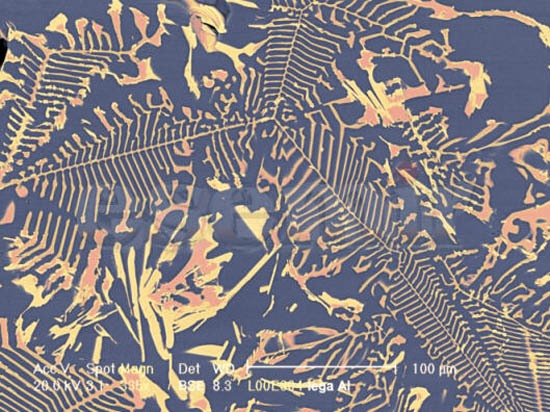
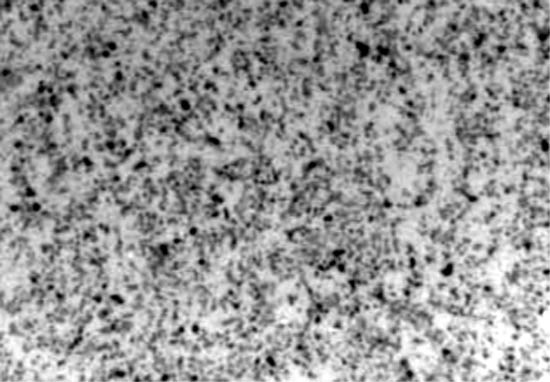
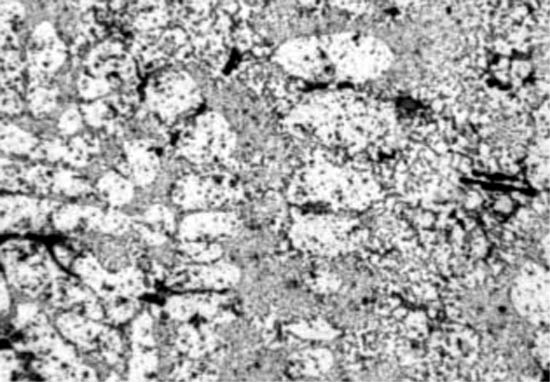
Generalmente quasi tutte le leghe d'alluminio mostrano un buon comportamento
durante il decorso del processo di anodizzazione, anche se questo è influenzato dalla
tipologia di trattamento di formatura utilizzato sulla microstruttura degli
strati superficiali. Per questo motivo ad esempio le leghe al Silicio - serie
4xxx - sono meno adatte a questo tipo di trattamento data la composizione
chimica degli strati superficiali. Gli elementi di lega hanno anche un effetto
sull'aspetto del prodotto anodizzato, con comportamenti diversi da metallo a
metallo: fattore determinante è rappresentato dall'omogeneità della lega,
soprattutto per quanto riguarda la dimensione dei grani che può influire sulla
qualità dell'anodizzazione e il trattamento applicato. In generale al termine
del processo si possono rivelare dei pattern visivi superficiali collegati alla
distribuzione dei composti intermetallici: nel caso di pre-trattamenti chimici
si potrebbero evidenziare anche i bordi grano mentre nel caso di una
successiva lavorazione per deformazione plastica la superficie avrebbe un
aspetto a "buccia d'arancia". Per queste ragioni si preferisce applicare il
trattamento di anodizzazione solo con grani di dimensioni inferiori ai
100mm.
Anche la storia termica del manufatto influisce sull'aspetto dell'ossido
superficiale. Il trattamento di invecchiamento
artificiale, prolungato fino al picco di durezza della lega
(T6), conferisce generalmente un'apparenza satinata; diversamente il materiale
overaged (T52) o invecchiato naturalmente (T4) presenta una superficie più
speculare. L'effetto principale degli elementi di lega si manifesta nella
finitura superficiale, diretta conseguenza delle interazioni chimiche che si
verificano all'interfaccia ossido - elettrolita.
Ferro: l'effetto principale è quello di scurire notevolmente
la superficie ossidata, che passa da una luminosità diffusa a colori tra il
grigio scuro e il nero.
Silicio: ha un comportamento
benefico nei confronti del Ferro, ma possiede un'elevata solubilità nelle
soluzioni di trattamento.
Titanio: possiede effetti simili
al Ferro, ma produce una grana molto fine sulla superficie del
manufatto.
Magnesio: ha un effetto sbiancante, dovuto
all'indice di rifrazione molto simile a quello dell'ossido di Alluminio.
Rame: a concentrazioni superiori al 3% produce
discontinuità cromatiche sulla superficie, l'anodizzazione decorre con fatica e
il rivestimento è molto piu' tenero e meno
protettivo.
Manganese: a concentrazioni minori dell'1%
produce ossidi molto brillanti se sottili, che diventano via via più scuri
all'aumentare dello spessore o della concentrazione.
Zinco:
forma uno strato molto protettivo, fino al 5% di concentrazione, sia privo di
colorazione, che ad apparenza marmorea.
Cromo: se presente a
concentrazioni superiori allo 0,3% produce una colorazione giallastra.
Fonte testo:
H. Wilquin, Atlante dell'alluminio, UTET, Torino,
2003
|
|