|
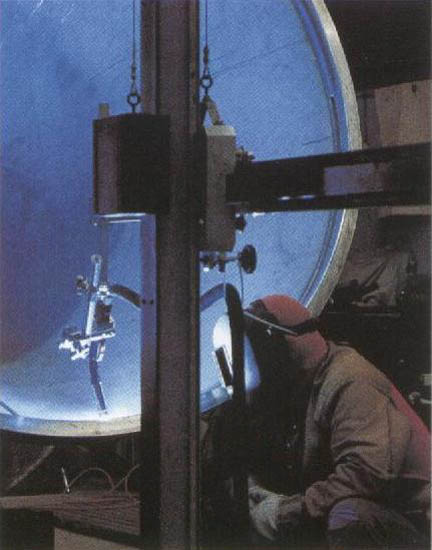
I principali procedimenti di saldatura.
Saldatura ad arco:
con la saldatura ad arco viene sviluppato un arco tra un elettrodo a forma di barra e l'elemento strutturale per mezzo della creazione di un'elevata tensione.
A causa del calore creato l'elettrodo fonde (filo per saldatura autogena).
Con la saldatura manuale gli elettrodi rivestiti vengono utilizzati con un'aggiunta saldante. Mentre il filo per saldatura fonde e questa colata viene a trovarsi tra gli elementi strutturali da collegare, l'additivo per la fusione preovvede alla creazione di un'atmosfera locale senza ossigeno e protetta dalle impurità .
Inoltre il rivestimento gassifica in parte, le sostanze residue galleggiano come scorie nella vasca per saldatura e devono essere eliminate prima di introdurre un'altra nuova saldatura. Possono essere realizzate delle saldature continua sopratesta, delle bavature verticali e orizzontali.
Con la saldatura a gas inerte un filo nudo per saldatura viene sigillato mediante fusione tramite l'introduzione di una arco. La vasca di saldatura viene comunque protetta per mezzo di un'atmosfera controllata introdotta in modo mirato. Di solito per l'atmosfera controllata vengono utilizzati i gas inerti. Gli elettrodi sono asportabili mediante fusione (come materiale d'apporto) oppure come elettrodi continui non asportabili mediante fusione.
Secondo il tipo di elettrodi utilizzati, del gas inerte e dell'arco si distingue un elenco di differenti procedimentidi saldatura a gas inerte.
Alcuni dei procedimenti più importanti sono la saldatura ossidrica TIG, la saldatura TIG ad arco sotto gas inerte con elettrodo in tungsteno e la saldatura ad arco sotto ga s inerte con elettrodo metallico (MIG/MAG). Possono essere realizzate saldature continue sopratesta e bavature verticali e orizzontali.
Per la saldatura di testa a fuoco viene infiammato un arco tra entrambi gli elementi strutturali da collegare. La saldatura avviene senza l'introduzione di materiale d'apporto per saldatura. L'atmosfera protetta viene realizzata tramite gas inerte, metallo d'apporto per giunti saldati oppure schermature.
Il procediento viene utilizzato principalmente per la saladatura di elementi strutturali piccoli, ad esempio la saldatura di tasselli per bulloni con testa.
Per la saldatura dei tasselli per bulloni con testa la zona di saldatura solitamente viene schermata per mezzo di un anello di ceramica prima dell'ingresso di ossigneo e impurità .
Procedimenti di saldatura autogena:
con la saldatura autogena i materiali metallici vengono saldati con l'aiuto di gas infiammabili e aria, ad esempio fiamma prodotta con ossigeno ad elevata temperatura (autogeno=dal greco "da se stesso").
Il materiale d'apporto e la sorgente di calore vengono introdotti separatemente in modo che si ottengano una buona capacità di modellatura della vasca di saldatura e di eliminazione delle fessure e anche una possibilità di preriscaldamento diretto. La velocità di saldatura di solito è bassa poichè il rischio di una deformazione dell aparte è più elevato che con tutti gli altri procedimenti.
Saldature a fascio elettronico:
con l'aiuto di una sorgente di raggi gli elementi portatori di carica negativa accelerati, mirati sulla superficie del pezzo da lavorare, vengono portati nel punto in cui la forte energia cinetica presente viene trasformata in energia termica.
Con la focalizzazione dei raggi il metallo viene realizzato esclusivamente sotto vuoto. Non sono necessari i gas inerti e i materiali d'apporto per la saldatura.
Altri vantaggi sono la densità di potenza estremamente elevata, i tempi di saldatura a fascio elettronico non ha un grande significato.
|